Teknik Bilgiler
Elektrolitik uygulama yapılmayan, kaydırma maddeli olan veya olmayan, takribi % 80'i çinko, az miktarda alüminyum lamellerinden ve katkı malzemelerinden meydana gelen bir kaplamadır. Bağlantı elemanlarının veya metal parçaların üzerinde kürleme sıcaklığına getirilen lameller metallik bir bağ oluşturur. Elektrik geçirgen inorganik olan kaplama, aynı zamanda katodik bir korumaya sahiptir. Kromsuz veya kromlu olabilir.
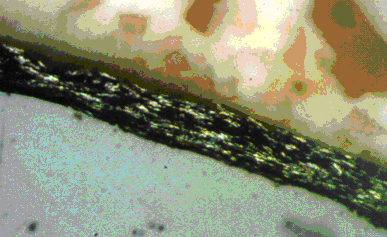
Aşağıda resim 1.1.1de görüldüğü gibi paralel istifli lameller üst üste dururlar
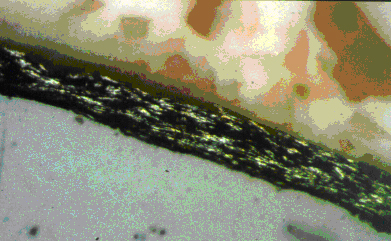
Resim 1.1.1 DELTA®-TONE 9000 –
Tabaka kalınlığı 10 µm – 1400-kat büyütülmüş
İnce kaplama kalınlığı ve mastara uygunluk
• Katodik korumasıyla uzun süre pasa dayanım
• Kimyasallara dayanıklılık
• Sıcaklığa dayanıklılık
• Mekanik dayanıklılık
• Kayma özelliği
• Yüksek dayanımlı çeliklerde “hidrojen kırılganlığı” olmaması
• Düşük fırınlama (kürleme) sıcaklıkları
Mikro Tabaka-Pas Koruyucu –Sistemler, çoğu zaman cıvata, somun ve perçin gibi bağlantı elemanları için kullanılmaktadır. Söz konusu bağlantı elemanlarının, monte edilebilmeleri için, tolerans sınırlarına (cıvatalar için 6h, somunlar için 6H) uyulmalıdır.
Resim 2.1.1'de metrik dişli parçalarda 6e ve 6g toleransları için kaplama kalınlığına kalan ölçüler gösterilmiştir.
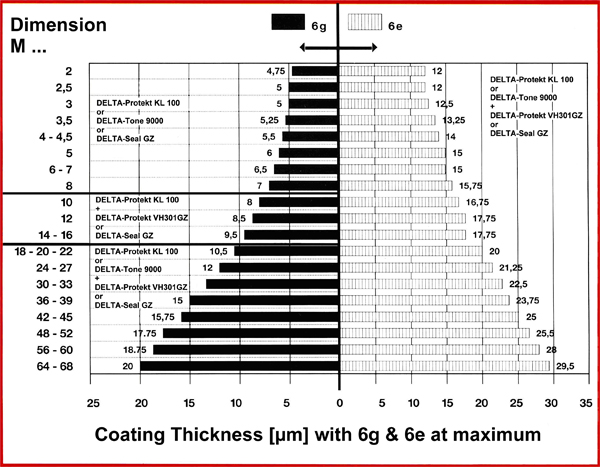
2.1.1 Tolerans sınırları ve metrik dişli parçalarda olabilecek kaplama kalınlıkları
Resim 2.1.1'den de görülebileceği gibi, 6g toleransında kaplama kalınlığı çok ince olabilmektedir. Paslanmayı önleyebilmesi açısından bu tip kaplamaların yeterli kaplama kalınlığına sahip olması gerekmektedir. Bu nedenle diş toleransının 6e olarak değiştirmekte büyük yarar vardır.
Kaplama kalınlığı toleransın dışına çıktığında , diş mastarına geçmesi son derece zor olacak, dişler kullanma yerinde monte edilemez duruma gelecektir.
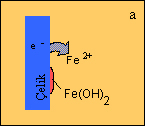
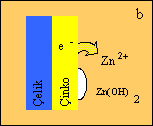
Mikro Tabaka-Pas Koruyucu Sistemler, farklı yüzeyleri paslanmaya karşı korurlar. Bu yüzeyler çelik, alüminyum, çinko kaplamalar, paslanmaz çelik v.s. olabilir.
Korumasız çeliğin yüzeyi (Fe), elektrolitler ve oksijen ile bağlantılı olarak paslanır
Motorlu araçların ömrünün uzamasıyla bağlantılı olarak, pası önlemeye yönelik beklentiler de yükselmiştir. Eskiden, galvanik kaplamalarda, alttaki metalin paslanmasında DIN 50021SS Tuzlu su püskürtme testinde ulaşılabilen sınır 240 saat olduğundan, bu süreyi aşmak üzere çinko lamel kaplamalar geliştirilmiştir. Şimdilerde, bir motorlu aracın beklenen ömrüne karşı gelen tuz püskürtme testi süresi 480 ile 720 saat arasında olmaktadır ki, bu sürelere çinko lamel sistemiyle veya galvanik çinko alaşımlı kaplamalarla ulaşılabilmektedir.
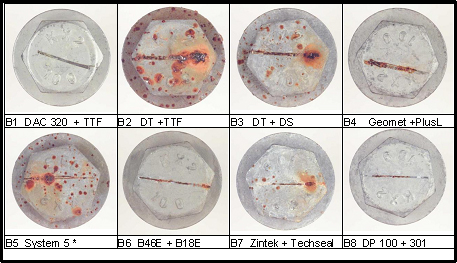
Kaplamanın metale kadar zedelenmesi halinde, metalde paslanmanın önlenebilmesi için, katodik koruma yeterli olmalıdır. Katodik korumanın kontrol edilebilmesi için cıvatanın yüzeyi metale kadar çizilir ve sisteme yoğunlaşmış tuzlusu testi uygulanır.
Resim 2.2.2.1'den de görülebileceği gibi, Cr 6 içerikli B1 Sistemi kadar, B8 sistemide (DELTA-PROTEKT ® KL 100 + DELTA-PROTEKT ® VH 301 GZ) krom(VI) içermeyen sistem olarak çok iyi bir katodik koruma sağlamaktadır.
DIN 50021SS tuzlu su püskürtme testi, kaplama işleminin yapıldığı aşamada, kalite kontrol için kullanılan bir testtir. Otomotiv sanayii, aracın gerçek durumunu daha iyi simüle edilebilen, çeşitli iklim değişikliği testleri geliştirmiştir.
|
Test |
Menşei |
Özellik |
|
VDA 615- |
VDA |
|
|
VICT |
Volvo |
PH zaman zaman 4,3 |
|
PVW 1210 |
Volkswagen |
Çevrim |
|
DC İklim Testi |
Daimler-Chrysler (DC) |
Sıcaklık –40°C'e kadar |
Kaynak:Dörken
Çevrimlerin sayısı, söz konusu çevrimlerin süresine ve yıpratıcılığına bağlıdır. Daimler-Chrysler'de bir iklim testi 2 hafta sürer, Kaplama sistemleri bu testlerde en çok 3 çevrimden sonra devre dışı kalmaktadır. Bu durumda kaplama sistemleri arasındaki farkın tespiti sadece kabaca mümkündür.
Daimler-Chrysler'in iklim testi, motor bölmesindeki paslanma şartlarını, daha soğuk ülkelerdeki (örn. İskandinav ülkeleri) gibi simüle etmektedir. Araç hareket halindeyken, motor bölmesindeki sıcaklık 120°C'yi aşmaktadır. Motor durdurulduğu zaman çevresi soğur, Bu soğuma mevsime göre eksi derecelerde olabilir. Motor çalışırken kaplama içine su girdiği taktirde, 0°C'nin altında oluşan buz kaplamayı çatlatır. Bunun sonucu olarak da pas koruması iflas eder.
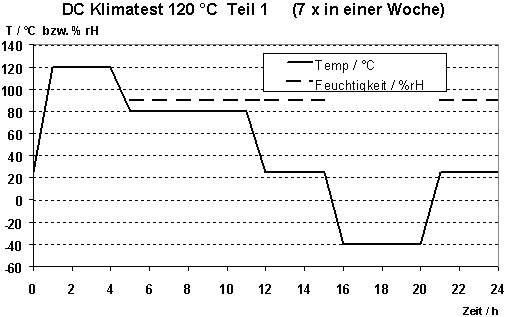
Sıcaklık / °C
- - - Nem / %rH
Resim 2.2.3.1 DC İklim testi 120°C Bölüm 1 (7 x bir haftada)
Kaynak: DaimlerChrysler
Bu testin birinci bölümünün şemasal akışı resim 2.2.3.1 de gösterilmiştir.
VDA'nın İklim Değişikliği Testi VDA 621-415 (Çevrim süresi 1 hafta) aşağıdaki şartlarda oluşmaktadır:
|
Tuz püskürtme sis testi |
24 saat DIN 50021 SS |
|
Yoğunlaşmış su testi |
4x24 saat DIN 50017 KFW |
|
Havalandırma |
48 saat Ortam sıcaklığı şartları |
„ M ikroTabaka Pas K oruyucu S istemler“ MKS kavramı, yaklaşık 15 µm'e kadar bir tabaka kalınlığına sahip pas önleme sistemlerini tanımlamaktadır. Bazı uygulamalarda tabaka kalınlığı yaklaşık olarak 20 µm'ye de ulaşmaktadır. Ana kullanım alanları katodik korumanın istendiği yerlerdir. Kaplamanın fonksiyonu ile ilgili taleplerdeki çeşitlilik nedeniyle, MKS sistemleri genelde bir ilk kat kaplama (Basecoat) ve bir son kat kaplamadan (Topcoat) oluşmaktadır.
İlk kat kaplama (Basecoat), katodik korumayı sağlar ve büyük ölçüde sistemin pası önleme özelliklerini belirlemektedir. Bazı uygulamalar için ilk kat kaplama yeterli olduğundan, son kat kaplama işlemi yapılmamaktadır.
Teknik açıdan büyük uygulama alanları bulan, küçük ve seri parçalara uygulanabilen, mikro tabaka alanındaki ilk kat kaplamalar aralarındaki farklar aşağıdaki tabloda verilmektedir.
Tablo.2.2.4.1 Mikro tabaka alanındaki ilk kat (Basecoat) kaplama örnekleri
|
Tanım |
Karakteristik |
Uygulama |
|
Galvanik kaplamalar |
Elektrolitik çözülmüş çinko ve çinko alaşım tabakaları - Zn, ZnFe, ZnNi |
Tambur ve askılı |
|
Çinko lamelli kaplamalar |
Elektrolitik çözülmemiş olan çinko lamelli kaplamaları |
Tambur ve askılı |
|
Daldırma galvaniz (ince tabaka) |
Eriyen kitleden ayrılmış olan çinko- ve çinko alaşım tabakaları |
Askılı, kısmen tambur |
|
Yüksek sıcaklıkta Daldırma galvaniz (ince tabaka) |
Eriyen kitleden yüksek sıcaklıkta ayrılmış olan çinko ve çinko alaşım tabakaları |
Askılı, kısmen tambur |
Kaynak:Dörken
Daldırma galvaniz, bugüne kadar sadece 25 µm üzerinde olan kalınlıklarda kullanılmıştır. Daldırma galvaniz ve yüksek sıcaklıkta daldırma galvaniz ile ilgili yeni gelişmeler, 8 ile 15 µm arasında kaplama kalınlığı sağlayabildiğinden, artık mikro tabakalar olarak sayılmaktadır. Otomotiv sanayiindeki kullanımı, şimdilik birkaç askılık parça ile sınırlıdır. Tamburlu uygulamalar, teknik açıdan henüz yaygın değildir.
Son kat kaplamalar, ilk kat kaplamaların özelliklerini tamamlamaktadır. Son (Topcoat) ve ilk kat (Basecoat) kaplamalar, sistemin kimyasal, sıcaklık veya mekanik dayanıklılığını etkileyebilirler. Farklı uygulamalar için uygun organik ve anorganik son kat kaplamalar mevcuttur.
Motor güçlerinin artması ve motor bölümünün korunmasındaki sürekli iyileşmeler nedeniyle, bu bölmedeki sıcaklıklar da artmıştır. Birkaç yıl öncesine kadar hesaplamalar 120°C üzerinden yapılırken, günümüzde motor bölmesindeki sıcaklık 150- 180°C olarak hesaplanmaktadır.
Bağlantı elemanlarına ilişkin klasik pas önleme sistemi, sarı pasivasyonlu çinko kaplama, herhangi başka bir sırlama (kaplama) işlemi yapılmazsa, yaklaşık olarak sadece 70°C'ye kadar dayanıklıdır. Bu sıcaklık aşıldığı taktirde, pas koruması ciddi boyutlarda kötüleşmektedir.
Saf inorganik çinko lamel kaplama sistemlerinde, pasa karşı koruma 180 ° C üzerinde 100 saat dayanmaktadır. Bu VDA'nın gerçekleştirdiği deneylerde saptanmıştır.
Organik son kat (Topcoat) kaplamalı veya daha yüksek organik oranlı çinko lamel sistemleri, yaklaşık olarak 150°C'ye dayanıklıdır.
Motor güçlerinin artması ve motor bölümünün korunmasındaki sürekli iyileşmeler nedeniyle, bu bölmedeki sıcaklıklar da artmıştır. Birkaç yıl öncesine kadar hesaplamalar 120°C üzerinden yapılırken, günümüzde motor bölmesindeki sıcaklık 150- 180°C olarak hesaplanmaktadır.
Bağlantı elemanlarına ilişkin klasik pas önleme sistemi, sarı pasivasyonlu çinko kaplama, herhangi başka bir sırlama (kaplama) işlemi yapılmazsa, yaklaşık olarak sadece 70°C'ye kadar dayanıklıdır. Bu sıcaklık aşıldığı taktirde, pas koruması ciddi boyutlarda kötüleşmektedir.
Saf inorganik çinko lamel kaplama sistemlerinde, pasa karşı koruma 180 ° C üzerinde 100 saat dayanmaktadır. Bu VDA'nın gerçekleştirdiği deneylerde saptanmıştır.
Organik son kat (Topcoat) kaplamalı veya daha yüksek organik oranlı çinko lamel sistemleri, yaklaşık olarak 150°C'ye dayanıklıdır.
MKS kaplamalı parçalar, çeşitli mekanik tahribata maruz kalırlar. Bunlar, örneğin aşağıdaki proseslerde meydana gelir:
-
- Makinelerde yüksekten düşmede
- Ambalaj değiştirmede
- Parçaların nakliyede
- Besleme raylarında ve sevk sistemlerinde (örn. Titresimli sevkedici)
- Montajda
Bu nedenlerle, kaplamada yaprak yaprak dökülmeler, aşınmalar veya çatlaklar oluşur. Pasa karşı koruma sistemleri, bu hasarlardan olumsuz yönde etkilenir. Dolayısıyla, otomotiv sanayiinin paslanmayı önleme beklentilerini karşılayabilmek için, kaplamanın mekanik dayanıklılığın yeterli olması önemlidir. İlk kat katodik kaplamanın (Basecoat) koruması sayesinde, hasar görmüş olan yerler, paslanmaya karşı korunur.
Renkli son kat kaplamalar döküldüğünde ilk katın gümüşi rengi ortaya çıkar.
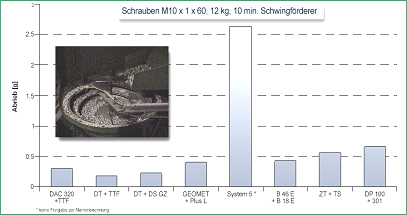
Kaplama tesislerinde veya montajda çoğunlukla titreşimli yükleme aparatları kullanılmaktadır. Ancak, titreşimli yükleme aparatlarıyla sevk edilen parçalar birbirine çarptığından hasar görmektedir. Resim 2.5.1 de, 10 dakikalık bir sevk süresi içerisinde, titreşimli yüklemede meydana gelen aşınma gösterilmiştir. Bu test, VDA deneyinin bir parçasıdır.
Çinko lamel sistemlerinin mekanik özellikleri de, kendine özgü sınırlara sahiptir. Taş çarpmasına karşı dayanıklılığı sınırlı olduğundan, araçların altında olan parçalarda uygulama sadece sınırlı olarak mümkündür.
Resim 2.5.1. Sonuçlar VDA-AG nin Cr6 içermeyen çinko lamel kaplamalar için yaptığı toplu testten alınmıştır. Quelle Vortrag Dr. Beyer – DGO-Tagung am 13.12.01 in Stuttgart
Kaydırıcılık özellikleri çeşitli amaçlar için gerekmektedir. Sürekli kaydırıcı olmaları nedeniyle, motorlu araçta bulunan birçok emniyet parçası bu şekilde kaplanmaktadır. Bununla ilgili bir örnek, emniyet kemeri kızağıdır. Bir motorlu aracın beklenen ömrü göz önüne alındığında, kaplamalı bir emniyet kemeri kızağı, 30.000 açma kapamaya dayanıklı olmalıdır.
Diğer kaplananlar, sadece montaj sırasında veya belirli durumlarda kaydırıcılık etkisine sahip olmalıdır. Boruların içerisinden geçen emniyet kemeri geciktirme sistemlerinin silindirleri, Delta ®- Seal GZ, yani entegre kayganlaştırıcı madde katkısı ile kaplanmıştır ki, bu da silindirin birinci seferde borunun içerisinde kaymasını sağlar. Belirli bir sıkma momentinde istenen ön gerilim gücüne ulaşılabilmesi için, cıvatalarda özel kayganlaştırıcı maddelere gereksinim vardır.
Emniyet cıvataları için, asgari ön gerilme torku belirlenir. Söz konusu ön gerilim torkuna güvenli ulaşabilmek için sürtünme katsayısının dar bir aralıkta tutulması gerekir.
Sürtünme katsayısı ayarlanması ise, yüzey koruma kaplamasına entegre edilebilen veya ek olarak uygulanabilen, uygun kaydırıcılık ürünleri sayesinde gerçekleşmektedir.

Resim 2.6.1 Emniyet kemeri kızağı
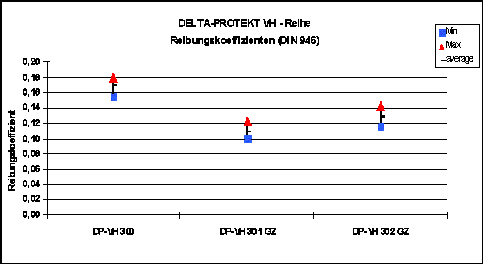
Aşağıda 2.6.2 numaralı resimdende görüleceği gibi çeşitli inorganik Delta Protekt VH son kat kaplamalar ile elde edilebilecek çeşitli toplam sürtünme katsayıları görülmektedir. Dağılımı çok küçük olduğundan cıvataların doğru bir şekilde sıkılması sağlanmaktadır.
Resim 2.6.2. Delta tipi kaplama çeşitleri ile erişilen toplam sürtünme katsayıları
Resim 2.6.3 de görülebildiği gibi, yeni inorganik sistemde sürtünme katsayılarının dağılımı da çok küçüktür. Bu da kaplanmış parçaların son derece güvenli bir şekilde cıvatalanmasını sağlamaktadır
Resim 2.6.3. VDA nın yaptığı deneyler sonucu çeşitli kaplamaların toplam sürtünme katsayıları
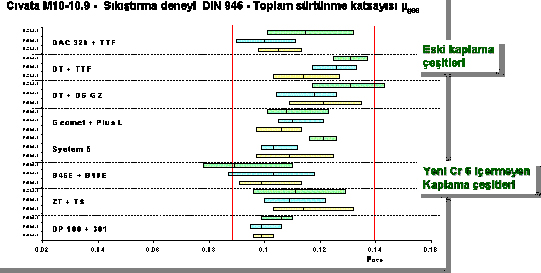
Resim Quelle Vortrag Dr. Beyer – DGO-Tagung am 13.12.01 in Stuttgart
Mikro Tabaka-Pas Koruyucu-Sistemler, fırınlanan kaplamalardır. Bunlar yüksek sıcaklıklarda ürünleri birleştirip, iyi bir korozyon önlemi sağlamak için fırınlanırlar.
Yüksek mukavemetli çelikler için düşük bir fırınlama sıcaklığı gerekir. Çünkü yüksek sıcaklıkta ve uzun süre kalmak, çeliğin özelliklerini değiştirir.
Yaklaşık 200°C dolaylarındaki fırınlama sıcaklığı ve bu sıcaklıkta yaklaşık 20 dakikalık bekleme süresi söz konusu sınırların altında bulunmaktadır. Bazı kaplama sistemlerinde fırınlama sıcaklığının 300°C'nin üzerinde bulunması, çeliklerde mukavemetin azalmasına sebebiyet vermektedir.
Motorlu araçların ağırlığının azaltılması, gittikçe daha fazla yüksek mukavemetli çelik kullanımını da beraberinde getirmiştir. Bu çeliklerin çekme mukavemeti Rm = 1000 N/mm²'nin üzerindedir. Örneğin motorlu araçların yan taraflarında bulunan çarpma profilleri veya B-sütunları gibi bazı parçalarda Rm = 1000 N/mm²'lik çekme mukavemetleri aşılmaktadır. Hidrojenli bir ortamda hidrojen, difüzyon vasıtasıyla malzemeye girmektedir. Parçada kritik hidrojen konsantrasyonu aşıldığı taktirde, bu durum, hidrojen kırılganlığına sebebiyet vermektedir, yani, parça yük altında kırılmaktadır.
Bu tür çelikler, hidrojenin meydana geldiği proseslere (süreçlere) tabi tutulmamalıdır. Dolayısıyla galvanik çinko kaplama yapılmamalıdır. Çinko lamel sistemleri ile yapılan kaplamada hidrojen kırılganlığı meydana gelmediğinden, bu pas koruyucu sistemler, yüksek mukavemetli çelikler için kullanılmaktadır.

Resim. 2.8.1 Kapı emniyet taşıyıcı saçları Resim. 2.8.2 Abpralltopf Delta Tone 9000

Delta Tone 9000 kaplanıyor ile kaplanıyor
18 Eylül 2000 tarihinde, eski motorlu araçların hurdalarının alımı ile ilgili konuları düzenleyen 2000/53/EC no'lu AB-Talimatnamesi karara bağlanmıştır. AB Talimatlarının hedefi, hurdaya alınan motorlu araçların yeniden değerlendirilmesidir (recycling). Bu nedenle, yönetmelik, 01 Temmuz 2003 tarihinden sonra trafiğe çıkacak motorlu araçlar ve yedek parçalarda çevre ve insan sağlığına zararlı bileşenlerin kullanımını sınırlamaktadır.
Talimatlarla ilgili son durumda:
• 1 Temmuz 2003 tarihinden itibaren trafiğe çıkacak motorlu araçların kurşun , cıva veya altı değerli krom içermesi yasaktır.
• Cr 6 bulunmaması ile ilgili sınır, izin verilen toplam ağırlığı 3,5 Ton'a kadar olan motorlu araçlar için geçerlidir.
• İstisna bir düzenleme ile, bir otomobili paslanmaktan korumaya yarayan yüzey kaplaması miktarı için 2 gramlık bir Cr 6 oranına şu an için izin verilmektedir.
Cr 6 bileşenleri çok zehirli (toksik), kanserojen ve mutajendir. Hücrelere zarar verici etkisi, söz konusu bileşenlerin yüksek oksidasyon etkisinden kaynaklanmaktadır
Otomotiv sanayiinin, Cr 6 içermeyen sistemlerin ithalatını, 01 Temmuz 2003 tarihinden itibaren gerçekleştirmesi olası görünmediğinden, AB-Komisyonu 23.05.2002 tarihinde, motorlu araçları paslanmaktan korumaya yarayan tüm yüzeylerin Cr 6 içermemesi ile ilgili talimatın 01.07.2007 tarihine ertelenmesini öngören taslağı onaylamıştır. Buna karşılık, mevcut ek madde II uyarınca izin verilen azami 2 gram Cr 6 miktarı kaldırılmıştır.
Avrupa Parlamentosu'nun ve Eski Araçlar Kurulu'nun 2000/53/EG numaralı yönetmeliğinin II. ekinin değiştirilmesi ile ilgili komisyonun bu kararı 27 Haziran 2002 tarihinde ilan edilmiştir.
Motorlu araçlarda altı değerli krom bulunmaktadır; örneğin deri koltuklarda (tabaklama işleminden kaynaklanan) soğutucuda, kaporta ve bağlantı elemanlarının pas önleyici kaplamalarında.
Altı değerli krom, paslanmayı önlemede çok etkin olması nedeniyle bir çok pas koruyucu sistemde kullanıldığından, AB Talimatının karara bağlanması, otomotiv sanayiini dünya çapında baskı altında almıştır. Otomotiv sanayii, yürürlükte olan ve 01 Temmuz 2007'de trafiğe çıkarılacak tüm motorlu araçlar ve planlama aşamasında olan tüm yeni seriler için, pasa karşı korumada Cr 6 kullanımını azaltmak zorundadır. Pasa karşı koruma için Yedek parçalarla ilgili yapılması gereken değişiklik ise daha da problemlidir, çünkü yedek parçalar stoklanmak üzere yıllar öncesinden üretilmektedir ve Temmuz 2007'de, AB Talimatı uygulamaya girdiğinde satışları yasaklanacaktır.
Bir motorlu araçta, altı değerli krom olduğunun kanıtlanması ve hesaplanması zor olduğundan, Alman otomotiv sanayi gelecekte altı değerli kromu kullanmayacaktır.
Cr 6 içermeyen pas önleme sistemlerine geçiş (/değişiklik), her araç tipi için birçok teknik resmin elden geçirilmesini ve üzerinde çalışılmasını gerektirmektedir. Pasa karşı koruma talepleri ile ilgili değişikliğin maliyeti, resim başına 5 ila 7 Euro arasında tahmin edilmektedir.
Tüm yeni motorlu araç serileri 2007 yılından sonra pazarlanacaktır. Dolayısı ile otomotiv sanayi, pas önleme sistemlerindeki değişiklik ile ilgili büyük baskı altında çalışmaktadır.
VDA'nın (Alman Otomotiv Sanayi Birliği) iki deneyinde, mevcut çinko lamel kaplamalar ve galvanik kaplamalar test edilmiştir. Testler sonucunda, otomotiv sanayiinin beklentilerini büyük oranda karşılayan iki çinko lamel kaplama sistemi tespit edilmiştir. Galvanik sistemlere ilişkin testler tatmin edici sonuç vermemiştir. Sistem üzerindeki dağılım o denli yüksektir ki, şu günlerde testler tekrarlanmaktadır.
VDA tarafından çinko lamel kaplamalara yönelik yapılan deneyde Dörken'in yeni sistemi MKS-Sistemleri, DELTA-PROTEKT ® KL 100 ile DELTA-PROTEKT ® VH 301 GZ birinci sırada yer almıştır. Dörken'in tüm Sistemlerinde 20 yıldır olduğu gibi tabii ki hiçbirisi Cr 6 içermemektedir.
Galvanik sistemlerle ilgili deneylerde de Dörken'in ürünleri test edilmiştir.
(Ağır metaller ve AB-Direktifleri 2000/53/EC ile ilgili hükümler kısmı tercüme firması)
DELTA ®- TONE 9000 ve DELTA-PROTEKT ® KL 100, yüksek oranda çinko- ve aluminyum lamellerle dolu, EN ISO 10683'e uygun olarak Cr6'sız ve büyük ölçüde inorganik, mikro tabaka oluşturucu ilk kat kaplamalardır.
Paralel istifli lameller üst üste dururlar (bakınız Resim 4.1).
Resim 4.1 DELTA ®- TONE 9000 – Tabaka kalınlığı 10 µm - 1400-kat büyütülmüş
Resim: Dörken
Delta Tone Çinko tozlu kaplamalarda olduğu gibi, metalle birleşme, mekanik kenetlenmenin aksine, kimyasal reaksiyon olan Binder Sistemi ile gerçekleşir. Söz konusu kimyasal birleşme için fırınlama prosesi gerekmektedir.
DELTA ®- TONE 9000'ün DIN 50021'e göre tuzlu su püskürtme testindeki uzun dayanımı, aynı kalınlıktaki galvanik çinko kaplamaya oranla daha fazladır;
Pasa neden olan nemin, oksijenin, Delta Tone'daki paralel istifli çinko ve alüminyum plakaları tek tek alt etmesi gerekir. Böylece paslanma zamanı uzar. Buna set etkili (Barriereffekt) sistem denir. Ayrıca paralel istifli lamellerin birbirlerine kaynamasından dolayı pasa dayanım daha da artar. Bunların dışında kaplamanın hacmi galvanik çinkoya göre daha azdır.
Delta Protekt KL100 ürününde, Delta Tone 9000'e göre aynı kaplama kalınlığında daha fazla çinko ve alüminyum vardır. Bu nedenle tuz püskürtme testinde kırmızı pasa daha fazla dayanır.
DELTA ®- TONE 9000, 70'li yılların sonlarından beri Avrupa Birliğinin “Eski Otomobiller Hükümlerinin” taleplerini yerine getirmektedir. Kuru film tabakası, örneğin kadmiyum, kurşun veya Cr 6 gibi ağır metaller içermemektedir.
• „DELTA ®- TONE 9000“ ve „DELTA-PROTEKT ® KL 100“ ve metal parçaların ön işlemi
Çinko lamel kaplamanın optimum etkiyi sağlayabilmesi için, son derece temiz bir metal yüzeyi şarttır. Temiz bir yüzeyin sağlanabilmesi için aşağıdaki ön işlemler uygulanmaktadır:
• Yağın alınması
• Elektro kimyasal pas giderme yöntemi
• Uygun kumlama maddeleri ile kumlama. Örneğin paslanmaz çelik veya cam bilyeler gibi
• İnce kristalli fosfatlama
Yöntemler, yüzey yapısına göre seçilmekte ve kombine edilmektedir. Bu yöntemler, parça üzerinde zarar verici etki yaratmamalıdır. Asitleme veya fosfatlama işleminde nüfuz eden hidrojen, fırınlama prosesinde malzemeyi terk eder.
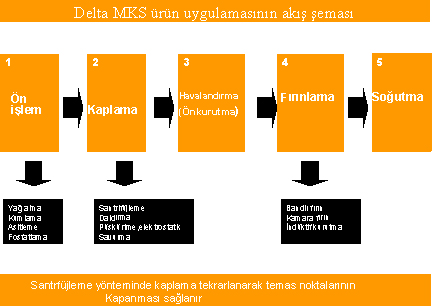
Resim 4.1.1.Delta- MKS ürün uygulamasının akış şeması
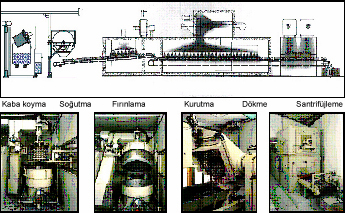
Daldırma santrifüj yöntemi, boya akışını sağlayabilecek küçük parçaların, büyük
Resim 4.2.1.1 Kaplama prosesi – Daldırarak santrifüjleme yöntemi Resim Dörken
miktardakileri için uygundur. Parçalar açık dökme malzeme olarak santrifüj sepetine tartılarak koyulup kap içindeki ürüne daldırılır. Parçaları kaplama ürünü ile ıslatmak için, daldırma işlemi sırasında sepet hareket ettirilir. Sepet döndüğünde parça üzerindeki fazla olan kaplama ürünü savrulur.
Modern tesisler bilgisayarlarla idare edilir, tam otomatik çalışır ve tekrarlanabilir üretim sağlayabilirler. Tüm önemli değerler bilgisayar üzerinden verilip kaydedilir. Dolayısıyla, belirli parça gurupları veya zor parçalar için, hazırlanan programlar tekrar çağrılabilirler. Modern santrifüj tekniği ile, örneğin gömme başlı cıvatalar, yıldız başlı vidalar vs. gibi parçalar kusursuz bir şekilde kaplanır. Bunun için, hem „dikey“, hem de „yatay“ olarak farklı eğim açılarında çalışabilen santrifüjler çok önemli bir koşulu teşkil ederler. Bu tip santrifüjler, fazlalık teşkil eden kaplama ürününün söz konusu zor parçalardan uzaklaştırılmasını sağlar.
Tam bir kaplama işleminin akışı çok karmaşık olup, sonuçta elde edilecek kaplama kalitesi aşağıdaki parametrelere bağlıdır:
Yatık santrifüj Fırın sarsağına dökme Santrifüje koyma Fırınlama
• Viskozite (standart viskozitenin yarlanması)
• Daldırma süresi ve hareketi
• Daldırma işlemlerinin sayısı
• Sepet yatma açısı (zor parçaların serbest yer değiştirmesi)
• Azami devir sayısına ulaşma (ivmesi)
• Santrifüjleme hızı
• Santrifüjleme süresi
• Santrifüjlemede dönüş yönünün değişmesi
Daldırma santrifüj yönteminde, temas noktalarının kapanması için, kaplama işlemi iki kez yapılmalıdır. Dökülen parçalar birbirinin üzerine geldiğinden, temas eden noktalarda kaplama kalınlığı incelmektedir. Kaplama kurumadan evvel, parçaların yeri değiştirildiğinde, temas noktaları kaplama ürünü tarafından kapatılmaktadır. Bunun için, ilk kat kaplamanın optimal yayılma ve penetrasyon kabiliyetine sahip olması gerekmektedir. Kaplama ürünü, zor ulaşılabilir bölgelere de girer (Örneğin kaynak noktaları). Büyük santrifüj cihazlarında, eğer kaplama öncesi toleranslara uyulmuşsa, M5 ile M16 arasında metrik dişleri toleranslara uygun olarak kaplamak mümkündür. Küçük santrifüj cihazlarında, daha küçük çaptaki cıvatalar kaplanır.
Her kaplama işleminde, parametrelere bağlı olarak ortalama 3 ila 5 µm arasında kaplama kalınlığı elde edilir. Kaplama kalınlığı ile birlikte paslanma dayanıklılığı artar.
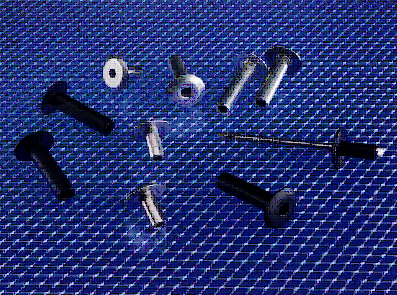
Resim 4.2.1 de DELTA ®- TONE 9000/DELTA-PROTEKT ® KL 100 ve beklentilere uyan son kat (Topcoat) kaplama ile kaplanan çeşitli parçaların bir görünümü verilmiştir.
Daldırma santrifüj yöntemi, boya akışını sağlayabilecek küçük parçaların, büyük
Resim 4.2.1.1 Kaplama prosesi – Daldırarak santrifüjleme yöntemi Resim Dörken
miktardakileri için uygundur. Parçalar açık dökme malzeme olarak santrifüj sepetine tartılarak koyulup kap içindeki ürüne daldırılır. Parçaları kaplama ürünü ile ıslatmak için, daldırma işlemi sırasında sepet hareket ettirilir. Sepet döndüğünde parça üzerindeki fazla olan kaplama ürünü savrulur.
Modern tesisler bilgisayarlarla idare edilir, tam otomatik çalışır ve tekrarlanabilir üretim sağlayabilirler. Tüm önemli değerler bilgisayar üzerinden verilip kaydedilir. Dolayısıyla, belirli parça gurupları veya zor parçalar için, hazırlanan programlar tekrar çağrılabilirler. Modern santrifüj tekniği ile, örneğin gömme başlı cıvatalar, yıldız başlı vidalar vs. gibi parçalar kusursuz bir şekilde kaplanır. Bunun için, hem „dikey“, hem de „yatay“ olarak farklı eğim açılarında çalışabilen santrifüjler çok önemli bir koşulu teşkil ederler. Bu tip santrifüjler, fazlalık teşkil eden kaplama ürününün söz konusu zor parçalardan uzaklaştırılmasını sağlar.
Tam bir kaplama işleminin akışı çok karmaşık olup, sonuçta elde edilecek kaplama kalitesi aşağıdaki parametrelere bağlıdır:
Yatık santrifüj Fırın sarsağına dökme Santrifüje koyma Fırınlama
• Viskozite (standart viskozitenin yarlanması)
• Daldırma süresi ve hareketi
• Daldırma işlemlerinin sayısı
• Sepet yatma açısı (zor parçaların serbest yer değiştirmesi)
• Azami devir sayısına ulaşma (ivmesi)
• Santrifüjleme hızı
• Santrifüjleme süresi
• Santrifüjlemede dönüş yönünün değişmesi
Daldırma santrifüj yönteminde, temas noktalarının kapanması için, kaplama işlemi iki kez yapılmalıdır. Dökülen parçalar birbirinin üzerine geldiğinden, temas eden noktalarda kaplama kalınlığı incelmektedir. Kaplama kurumadan evvel, parçaların yeri değiştirildiğinde, temas noktaları kaplama ürünü tarafından kapatılmaktadır. Bunun için, ilk kat kaplamanın optimal yayılma ve penetrasyon kabiliyetine sahip olması gerekmektedir. Kaplama ürünü, zor ulaşılabilir bölgelere de girer (Örneğin kaynak noktaları). Büyük santrifüj cihazlarında, eğer kaplama öncesi toleranslara uyulmuşsa, M5 ile M16 arasında metrik dişleri toleranslara uygun olarak kaplamak mümkündür. Küçük santrifüj cihazlarında, daha küçük çaptaki cıvatalar kaplanır.
Her kaplama işleminde, parametrelere bağlı olarak ortalama 3 ila 5 µm arasında kaplama kalınlığı elde edilir. Kaplama kalınlığı ile birlikte paslanma dayanıklılığı artar.
Resim 4.2.1 de DELTA ®- TONE 9000/DELTA-PROTEKT ® KL 100 ve beklentilere uyan son kat (Topcoat) kaplama ile kaplanan çeşitli parçaların bir görünümü verilmiştir.
Çok homojen bir tabaka kalınlığı talep edildiği ve parçanın geometrisi de buna izin verdiği taktirde, parçalar daldırma yöntemi ile kaplanır. Bunun için parçalar askıya asılıp, kaplama ürününe daldırılır ve yavaşça dışarı çekilir. Kaplama banyosunun etrafında hava sirkülasyonunun olmaması gerekmektedir. Tabaka oluşumu, kaplama maddesinin çekim gücü ve yüzey gerilimi sonucunda gerçekleşir.
Bu yöntem, özellikle akslar, borular ve büyük parçalar gibi içi boş malzemeler için uygundur. Böylelikle iç ve dış katodik koruma güvenli bir şekilde sağlanmaktadır.
Kaplanacak parçalar, daldırma usulü ile kaplayabilmek için, kaplama ürününün parçaların üzerinden akabilmesi gerekir. Bu nedenle parça üzerinde şekilsel önlemler alınması gerekebilir.
Çok homojen bir tabaka kalınlığı talep edildiği ve parçanın geometrisi de buna izin verdiği taktirde, parçalar daldırma yöntemi ile kaplanır. Bunun için parçalar askıya asılıp, kaplama ürününe daldırılır ve yavaşça dışarı çekilir. Kaplama banyosunun etrafında hava sirkülasyonunun olmaması gerekmektedir. Tabaka oluşumu, kaplama maddesinin çekim gücü ve yüzey gerilimi sonucunda gerçekleşir.
Bu yöntem, özellikle akslar, borular ve büyük parçalar gibi içi boş malzemeler için uygundur. Böylelikle iç ve dış katodik koruma güvenli bir şekilde sağlanmaktadır.
Kaplanacak parçalar, daldırma usulü ile kaplayabilmek için, kaplama ürününün parçaların üzerinden akabilmesi gerekir. Bu nedenle parça üzerinde şekilsel önlemler alınması gerekebilir.
Savurma aletine asılan parçalar kaplama ürününe daldırıldıktan sonra, taşıyıcı rotasyona geçirilir ve fazla kaplama ürünü santrifüj kuvvetiyle atılır.

4.2.3.1 DELTA ®- TONE 9000 ile Savurma yöntemiyle (Spincoating)- kaplanmış olan açık durumdaki bisiklet kilidi .Resim Dörken
Bu yöntemin avantajı, içi boş, içi dişli, geometrik açıdan zor parçaların kusursuz olarak kaplanabilmesidir.
Santrifüj yönü, fazlalık olan kaplama ürününün, parça üzerinden imkan vermelidir. Resim 4.2.3.1'de gösterilen bisiklet kilidi gibi, önceden monte edilmiş olan parçalar, bu yöntemle işlerliğini kaybetmeden içten ve dıştan aynı zamanda kaplanabilmektedir.
Ne DELTA ® -TONE 9000, ne de DELTA-PROTEKT ® KL 100 reçine içermediğinden, yapışma olasılığı veya önemli fonksiyonların blokajı söz konusu değildir.
Santrifüj sepetinde kaplanmak için fazla büyük, daldırma veya savurma yöntemi ile kaplanmaya uygun olmayan parçalar, çoğu zaman püskürtme yöntemiyle kaplanabilirler.
DELTA ®- TONE 9000 ve DELTA-PROTEKT ® KL 100 özel elektrostatik tabancalar ile püskürtmeye uygundur. Elektrostatik, köşelerin daha iyi bir şekilde kaplanmasını ve eşit kalınlıkta tabaka oluşumunu sağlar.
Elektrostatiksiz, ancak yüksek hacimli-düşük basınçlı (HVLP-high volume low pressure) tabancalarla da çok iyi kaplama elde edilebilmektedir.
Püskürtme yöntemi ile 5 ila 6 µm kalınlığında kaplanan parçalar, santrifüj yöntemiyle kaplanan 10 µm'lük bir kaplama kalınlığı kadar paslanmayı önler. Püskürtme yöntemindeki yüksek koruma etkisi, son derece homojen ve eşit tabaka oluşumundan kaynaklanır. Çinko ve alüminyum lameller, sıvı aşamada yüzeye paralel olarak yerleşebilirler. Santrifüjlemede ise lamellerin hizası bozulma eğilimi gösterebilir. Püskürtme yönteminde tek bir kaplama işlemi, talep edilen pas önleme nitelikleri için genellikle yeterli olmaktadır.
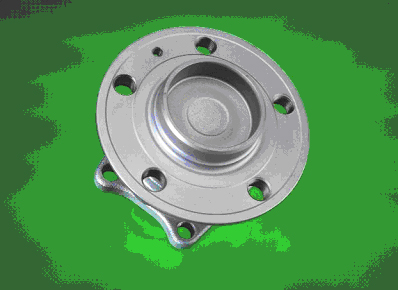
4.2.4. DELTA ®- TONE 9000 ile kısmen kaplanmış ve induktif etkiyle fırınlanmış tekerlek yatağı .Resim Dörken
Örneğin FAG kuruluşundaki (Resim 4.2.4.) tekerlek yatakları gibi, bazı parçalar kısmen kaplanmaktadır. Tamamen yağlama maddesi ile monte edilen tekerlek yatağı, kampana yüzeyinde kısmen DELTA ®- TONE 9000 ile kaplanmakta ve 270°C'de indüktif etkiyle birkaç saniye için fırınlanmaktadır. Yağlama maddesi, kısa süreli ısınmadan az etkilenmekte, kampana yüzeyi ise paslanmaya karşı korunmuş olmaktadır. Böylelikle tekerlekler daha kolay sökülebilmektedir.
DELTA ®- TONE 9000, yaklaşık 200°C'lik ( 180°C ila 220°C arasında) bir sıcaklıkta 15 dakika süreyle fırınlanmaktadır. Sıcaklığın yükseltilmesi, fırınlama süresinin kısalmasına, düşürülmesi ise uzamasına neden olur. DELTA-PROTEKT ® KL 100, 200- 250°C arasında 15 dakika fırınlanır.
Parçalar, yapışmamaları için ön kurutmaya tabii tutulup yerleri değiştirilir. Bantlı ocaklarda bu işlem banttan banta düşme ile, sepetli fırınlarda ise titreşim ile yapılır.
Parçalar kaplama işleminden sonra soğutulurlar. Soğutulan parçalar ya ikinci kere kaplanır veya işlemi bitenler paketlenir.
Zincirlerin veya yukarıda bahsi geçen FAG'nin tekerlek yatakları da (Resim 4.2.4.) 270°C'de indüktif etkiyle birkaç saniye için ısıtılarak fırınlanmış olurlar.
180- 200°C gibi düşük sıcaklıklarda fırınlayabilme imkanı, birçok yay çeliğinin paslanmaya karşı korunmasını mümkün kılmaktadır. Düşük fırınlama sıcaklıklarından dolayı yayın özellikleri etkilenmemektedir.
DELTA ®- TONE 9000 ürününün kullanımı, Audi, Volkswagen, Opel, BMW, Daimler-Chrysler, GM, Ford ve daha birçok otomobil üreticisi tarafından serbest bırakılmıştır. 3.Nesil olan DELTA-PROTEKT ® KL 100'un kullanımı şu anda bazılarında serbest bırakılmış veya serbest bırakılmak üzeredir.
Ürün kullanımının serbest kılınmasında, örneğin deniz suyuna, hidrolik sıvılarına, dizel yakıtına, motor yağına, fren sıvısına, antifriz maddesine ve diğer maddelere karşı reaksiyon dayanıklılıkları da dikkate alınmaktadır. Bu tabakalar için yeni uygulama alanları doğmuştur ki, bunlardan ikisi özellikle dikkat çekicidir. Birincisi, 80°- 150°C arasındaki yüksek sıcaklıklarda kullanma olanağıdır.
Hatta DELTA-PROTEKT ® KL 100, 180°C'ye kadar olan sıcaklıklar için de kullanılabilir. Uygulamada çoğunlukla büyük bir yüke maruz kalan yüksek mukavemetli parçalar, hidrojen kırılganlığının risk olabildiği alanlarda kullanılır. Hidrojen kırılganlığını önlemek için tasarımcının üç seçeneği vardır:
• Yüksek mukavemetten vazgeçer ve parçanın daha ağır olmasını kabullenir.
• Kaplamadan kaynaklanabilecek hidrojen gevrekliği tehlikesi var ise kaplamadan vazgeçer.
• DELTA ®- TONE 9000 veya DELTA-PROTEKT ® KL 100 kullanır ve bu risk ortadan kalkar
Araştırmalar sonucunda, MKS kaplamalarda hidrojen gevrekliği olmadığı kanıtlamıştır. Doğal olarak, fırınlama işleminden önce hidrojen gevrekliği yaratan hasarların meydana gelmemiş olduğundan emin olunmalıdır.
Hidrojen gevrekliği olabilecek parçaların uygun yöntemlerle kaplanması halinde bu tehlike önlenebilir. Bu olanak, yayların ve yüksek mukavemetli cıvataların pastan korunmasını mümkün kılmaktadır ki, koruma bugüne kadar son derece zahmetli yöntemlerle sağlanabilmekteydi.
DELTA ®- SEAL, organik açıdan yüksek oranda kenetlenme yapısına sahip, mikro tabaka oluşturucu bir son kat kaplamadır. Bu malzeme, inorganik DELTA ®- TONE 9000 için son kat (Topcoat) kaplama olarak geliştirilmiş olup, DELTA-PROTEKT ® KL 100 için de kullanılmaktadır. Ayrıca galvanik çinko kaplama üzerine tatbik edilerek mükemmel bir koruma sağlar. Uygun kaplama ve fırınlama işleminden sonra iyi yapışan, kimyasallara dayanıklı, çok ince ve pürüzsüz, 5-12 µm arasında kaplama kalınlıklarına sahip, yapışmayan bir tabaka meydana gelir.
DELTA ®- SEAL, hem “dahili kaygan maddeli” (sürekli kuru yağlamalı), hem de “kaygan olmayan özellikte“ tatbik edilebilir. Hiçbir DELTA ®- SEAL- kaplama maddesi, zararlı oldukları bilinen kadmiyum, kurşun veya krom(VI) gibi maddeler içermez. Tabakalarda kanserojen (kanser yapıcı), teratojen (organlara zarar verici) veya mutajen (hamilelere zarar verici) maddeler bulunmamaktadır.
DELTA ®- SEAL ürününde, DELTA ®- TONE 9000 veya DELTA-PROTEKT ® KL 100 ürünlerinde bulunan katodik koruma yoktur. Yani, kaplama zarar gördüğü taktirde, alttaki metalde paslanma başlar. Bu malzeme çeşitli kaplamaların veya DELTA ®- TONE 9000 veya DELTA-PROTEKT ® KL 100'ün üzerine, aşağıdaki özellikler istendiği edildiği taktirde, son kat kaplama olarak kullanılmaktadır:
• Asidik ve alkali ortamlardaki kimyasallara karşı yüksek dayanıklılık
• Renklendirme
• Kontak paslanmayı önlemek
• Sürtünme katsayısını azaltmak, çoğaltmak ve eşit düzeyde tutmak
Son özellik DELTA ®- SEAL içinde bulunan kaydırma maddesi ile sağlanabilmektedir. Burada, kuru yağlamadan bahsedilmektedir. GZ (Gleitzusatz) tanımı (kaydırma madde katkılı) bu özelliği göstermektedir. Ne iklimsel koşullar, ne de uzun depolama süreleri kaydırma özelliğini etkilemez.
DELTA ®- SEAL, 5-6 µm incelikte bile, örten, önemli ölçüde pürüzsüz ve altındaki parçayı koruyan bir film tabakası sağlar.
Malzemeye yapışma, 180- 220°C arasındaki fırınlama sıcaklıklarında gerçekleşir. Film tabakası kürlendikten sonra, devamlı 150°C dereceye dayanıklı, sert ve esnek bir kaplama olur.
DELTA ®- SEAL film tabakasının yüksek hidrojen geçirgenliğinden dolayı (permeabilitesi), fırınlama prosesi sırasında hidrojen, malzemeyi terkeder.
Kaplama yeterli derecede esnek olduğundan, uzama sınırına kadar sıkılan cıvataları, paslanmaya karşı korunma özelliğini etkilemeden, mükemmel bir şekilde korur. Cıvatalar, yük bindirilmiş veya bindirilmemiş durumda, pas koruma özelliğini kaybetmeden sökülüp takılabilirler.
Değişik metaller bir araya getirildiğinde, izole edici DELTA ®- SEAL tabakası sayesinde kontak paslanmaya karşı yüksek bir koruma sağlanır. Burada, özellikle cıvataları, pulları ve diğer paslanmazdan olan parçaları sayabiliriz. Bunlar yıllardır DELTA ®- SEAL ile kaplanmaktadır. Kaplama amacı;
• Kontak paslanın önüne geçmek,
• Cıvata/somun ve pul birleşmelerinde sabit veya düşük bir sürtünme değerini sağlamaktır.
Galvanik çinko üzerine DELTA–SEAL kaplaması geldiğinde, ağır paslandırıcı şartlarda ve sıcaklık altında, asitlere, eriyiklere, çözelti maddelerine ve diğer kimyasallara karşı yüksek bir koruma sağlanır. Kaplama yapısına ve kalınlığına bağlı olarak Kesternich testinde (2l SO 2 ) 15 tura kusursuz bir şekilde ulaşılır.
DELTA ®- TONE 9000 veya DELTA-PROTEKT ® KL 100 çinko lamel kaplaması üzerine geldiğinde, yapısına ve kalınlığına bağlı olarak 10 tura ulaşılır.
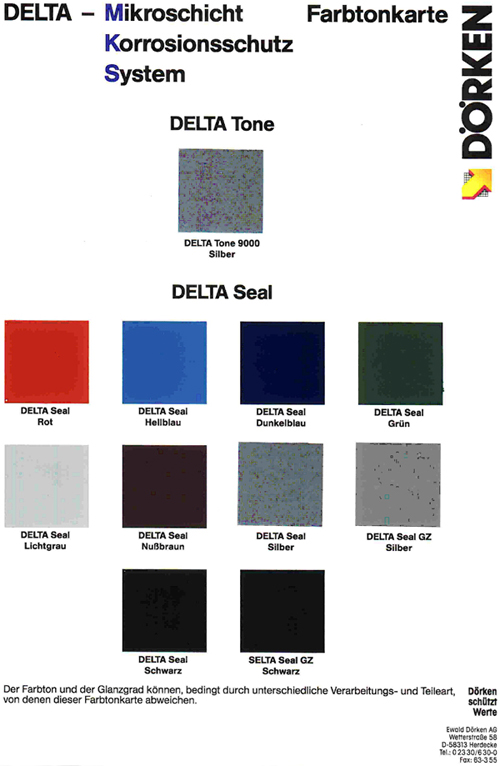
DELTA ®- SEAL çok çeşitli renklerde temin edilebilir. Siyah ve gümüş renkler, DELTA ®- SEAL'in ana renklerini teşkil etmektedir. Kırmızı, açık mavi, koyu mavi, yeşil, açık gri (ışık grisi), renksiz, altın rengi v.s. gibi diğer renk tonları da mevcuttur (bakınız DELTA-MKS ile ilgili renk katalogu).
• DELTA ® SEAL renkleri
DELTA ®- SEAL, organik açıdan yüksek oranda kenetlenme yapısına sahip, mikro tabaka oluşturucu bir son kat kaplamadır. Bu malzeme, inorganik DELTA ®- TONE 9000 için son kat (Topcoat) kaplama olarak geliştirilmiş olup, DELTA-PROTEKT ® KL 100 için de kullanılmaktadır. Ayrıca galvanik çinko kaplama üzerine tatbik edilerek mükemmel bir koruma sağlar. Uygun kaplama ve fırınlama işleminden sonra iyi yapışan, kimyasallara dayanıklı, çok ince ve pürüzsüz, 5-12 µm arasında kaplama kalınlıklarına sahip, yapışmayan bir tabaka meydana gelir.
DELTA ®- SEAL, hem “dahili kaygan maddeli” (sürekli kuru yağlamalı), hem de “kaygan olmayan özellikte“ tatbik edilebilir. Hiçbir DELTA ®- SEAL- kaplama maddesi, zararlı oldukları bilinen kadmiyum, kurşun veya krom(VI) gibi maddeler içermez. Tabakalarda kanserojen (kanser yapıcı), teratojen (organlara zarar verici) veya mutajen (hamilelere zarar verici) maddeler bulunmamaktadır.
DELTA ®- SEAL ürününde, DELTA ®- TONE 9000 veya DELTA-PROTEKT ® KL 100 ürünlerinde bulunan katodik koruma yoktur. Yani, kaplama zarar gördüğü taktirde, alttaki metalde paslanma başlar. Bu malzeme çeşitli kaplamaların veya DELTA ®- TONE 9000 veya DELTA-PROTEKT ® KL 100'ün üzerine, aşağıdaki özellikler istendiği edildiği taktirde, son kat kaplama olarak kullanılmaktadır:
• Asidik ve alkali ortamlardaki kimyasallara karşı yüksek dayanıklılık
• Renklendirme
• Kontak paslanmayı önlemek
• Sürtünme katsayısını azaltmak, çoğaltmak ve eşit düzeyde tutmak
Son özellik DELTA ®- SEAL içinde bulunan kaydırma maddesi ile sağlanabilmektedir. Burada, kuru yağlamadan bahsedilmektedir. GZ (Gleitzusatz) tanımı (kaydırma madde katkılı) bu özelliği göstermektedir. Ne iklimsel koşullar, ne de uzun depolama süreleri kaydırma özelliğini etkilemez.
DELTA ®- SEAL, 5-6 µm incelikte bile, örten, önemli ölçüde pürüzsüz ve altındaki parçayı koruyan bir film tabakası sağlar.
Malzemeye yapışma, 180- 220°C arasındaki fırınlama sıcaklıklarında gerçekleşir. Film tabakası kürlendikten sonra, devamlı 150°C dereceye dayanıklı, sert ve esnek bir kaplama olur.
DELTA ®- SEAL film tabakasının yüksek hidrojen geçirgenliğinden dolayı (permeabilitesi), fırınlama prosesi sırasında hidrojen, malzemeyi terkeder.
Kaplama yeterli derecede esnek olduğundan, uzama sınırına kadar sıkılan cıvataları, paslanmaya karşı korunma özelliğini etkilemeden, mükemmel bir şekilde korur. Cıvatalar, yük bindirilmiş veya bindirilmemiş durumda, pas koruma özelliğini kaybetmeden sökülüp takılabilirler.
Değişik metaller bir araya getirildiğinde, izole edici DELTA ®- SEAL tabakası sayesinde kontak paslanmaya karşı yüksek bir koruma sağlanır. Burada, özellikle cıvataları, pulları ve diğer paslanmazdan olan parçaları sayabiliriz. Bunlar yıllardır DELTA ®- SEAL ile kaplanmaktadır. Kaplama amacı;
• Kontak paslanın önüne geçmek,
• Cıvata/somun ve pul birleşmelerinde sabit veya düşük bir sürtünme değerini sağlamaktır.
Galvanik çinko üzerine DELTA–SEAL kaplaması geldiğinde, ağır paslandırıcı şartlarda ve sıcaklık altında, asitlere, eriyiklere, çözelti maddelerine ve diğer kimyasallara karşı yüksek bir koruma sağlanır. Kaplama yapısına ve kalınlığına bağlı olarak Kesternich testinde (2l SO 2 ) 15 tura kusursuz bir şekilde ulaşılır.
DELTA ®- TONE 9000 veya DELTA-PROTEKT ® KL 100 çinko lamel kaplaması üzerine geldiğinde, yapısına ve kalınlığına bağlı olarak 10 tura ulaşılır.
DELTA ®- SEAL çok çeşitli renklerde temin edilebilir. Siyah ve gümüş renkler, DELTA ®- SEAL'in ana renklerini teşkil etmektedir. Kırmızı, açık mavi, koyu mavi, yeşil, açık gri (ışık grisi), renksiz, altın rengi v.s. gibi diğer renk tonları da mevcuttur (bakınız DELTA-MKS ile ilgili renk katalogu).
• DELTA ® SEAL renkleri
DELTA ®- SEAL, madde 4.2'de çinko lamel kaplamalar için tanımlanmış olduğu gibi, aynı uygulama yöntemleri ile tatbik edilebilir. Aşağıdaki uygulama yöntemleri mümkündür:
• Daldırma-Santrifüj Yöntemi
• Daldırma Yöntemi
• Savurma (Spincoating) Yöntemi
• Elektrostatik püskürtme yöntemi
DELTA ®- SEAL tabakası, bantlı veya sepetli fırınlarda, 10-25 dakika 180- 220°C arasında fırınlanır. Bu düşük fırınlama sıcaklıkları, birçok yay çeliğine tatbik edilir.
DELTA ®- SEAL özellikle, inorganik ilk kat kaplama (Basecoat) DELTA-TONE 9000 için geliştirilmiştir. Bu bağlamda, olağanüstü özelliklere sahip bir birleşim ortaya çıkmaktadır. Aynı husus, daha sonra geliştirilen ürün DELTA-PROTEKT ® KL 100 için de geçerlidir. DELTA ®- SEAL, çinko fosfatlamalı çelik (ince ve kaba fosfatlama), alüminyum, paslanmaz çelik, çinko ve çinko alaşımları, magnezyum v.s. üzerine tatbik edilebilmektedir.
Düşük koruma kapasiteli, buna karşın daha fazla optik ve dekoratif etki istendiği taktirde, DELTA ®- SEAL ilk kat kaplamasız olarak da çelik malzemeye uygulanabilir. Ancak, burada katodik bir korumanın mevcut olmadığına dikkat edilmelidir. Bu şekilde bile, kısa süreli testlerde (galvanizleme işlemine oranla) daha iyi test sonuçları elde edilmiştir.
Galvanik çinko üzerine tatbikine “dubleks-sistem” denir.
Yüzey korumaya, genellikle inorganik Basecoat DELTA ®- TONE 9000 veya DELTA-PROTEKT ® KL 100 kaplamaları yeterli olmaktadır. Ancak, renklendirme, kimyasallara karşı dayanıklılık, izolasyon, azaltılmış, artırılmış veya sabit sürtünme değerleri istendiği taktirde, Basecoat üzerine DELTA ®- SEAL ek kaplama gerekmektedir. DELTA ®- SEAL tabakası zarar gördüğü taktirde, bunun altında olan DELTA ®- TONE tabakasının katodik koruyucu etkisi devreye girmektedir. Kombine sistemin sürekli ısı dayanıklılığı 150°C'dir.
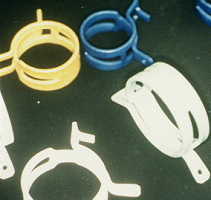
Yaylı bant kelepçeler; düşük fırınlama sıcaklığından, yüksek esnekliğinden, hidrojen gevrekliği tehlikesi olmadığından ve DIN 50021 SS testinde kırmızı pasa 720 saatin üzerinde dayanabildiği için DELTA ®- TONE 9000 ve DELTA ®- SEAL ile kaplanmaktadır. Renk tonları otomobil üreticileri tarafından belirlenmektedir. Farklı renk tonları, farklı ölçülerin birbirinden ayırt edilebilmesine yaramaktadır (Resim 5.5.1).
Emniyet kemeri kilidinde ise (bkz. Resim 2.6.1), uzun bir zaman, yük altında sürtünme değerlerinin düşük ve sabit bir şekilde kalması önem taşımaktadır. Yaklaşık olarak 30.000 çevrime dayanımı ve olası bir kaza durumunda kilidin açılma ve kapanmasını kusursuz bir şekilde garantilemek zorundadır. Söz konusu emniyet garantisi, Topcoat DELTA ®- SEAL GZ (entegre yağlama maddesi katkılı) ile sağlanır.

a b
Resim 5.5.1.Yaylıbantkelepçe
a Yaylı bant kelepçe,6 yıl kullanımdan sonra paslanma görüntüsü yok
b Delta - Tone & Delta -Seal ile kaplı yaylı bant kelepçe Resimler :Dörken
Cıvata ve somunların eşleştirilmesinde, sürtünme katsayısı büyük önem taşımaktadır. Sürtünme katsayısının büyüklüğü, ön gerilim kuvvetinin yüksekliğini etkilemektedir Sürtünme katsayısı aralığının artması, sıkma kuvvetinde arzu edilmeyen olumsuz etkiler yaratır. Bugüne kadar, çinko kaplı parçalarda kaydırma maddeleri ile istenen değerlere ulaşılmıştır. Ancak, bu durumda birçok parametrenin de dikkate alınması gerekliliği ortaya çıkmıştır. Viskozite, depolama süresi, sıcaklık ve nem büyük önem taşımaktadır. Son kat Delta Seal GZ kaplamanın (Topcoat) içerisine katılmış olan kuru kaydırma maddeleri bundan etkilenmez, çünkü bu maddelerin etkileri uzun süreli sabit kaldığından zamana, sıcaklığa ve neme bağlı değildir.
Dubleks-kaplamayla, örneğin çinko üzerine DELTA ®- SEAL kaplanması kastedilmektedir. Pasa dayanımın artırılması için galvanik çinko pasive edilir. Dubleks kaplama sisteminde, çinko kaplamadan hemen sonra pasivasyon uygulanması ve daha sonra DELTA ®- SEAL kaplanması önemlidir.
Dubleks sistem, her üç tabakanın önemli özelliklerini birbirine bağlar. Aynen arka arkaya bağlanan ve değişik şekillerde tesir eden paslanmaya karşı koruma setleri gibi...
Deneyimli bir pas önleme uzmanı, bu tür bir tabaka yapısının son derece yüksek koruma etkisi yaratması gerektiğini bilir. Dolayısıyla, tuzlu su püskürtme testinde 1000 saate dayanıklılığa ulaşılması şaşırtıcı değildir. 2 l SO2 ile yapılan Kesternich testinde, 15'e kadar tur sayılarına ulaşılmaktadır. Buna ek olarak, daha önce de bahsedilmiş olunan özelliklere de ulaşılmıştır.
DELTA ®- SEAL FAN, özellikle alüminyum perçinler için öngörülmüştür. Organik açıdan yüksek oranda saran bir mikro tabakadır.
Olağanüstü yapışkanlık, esneklik ve geçirgenliğin birleştiği özelliklerden dolayı, preslenen alüminyum perçinlerin üzerinde kaplamanın yırtılmadan kalması mümkündür. Bu özelliğe ayrıca kontak paslanmayı çok iyi önleyen dayanıklılık eklenmektedir. Sürekli sıcaklık dayanımı ise 150°C civarında bulunmaktadır. Bu kaplama, oldukça pahalı ve şekillendirme işleminden sonra yırtılmaya neden olan ve bugüne kadar uygulanan siyah eloksallama işleminin yerini almıştır. Uygulama santrifüjleme veya elektrostatik püskürtme vasıtasıyla gerçekleştirilir.
Resim 5.7.1 . DELTA-SEAL FAN ile kaplı aluminyum perçin
DELTA ®- FLEX S, organik ve azami 150°C sürekli sıcaklıktan etkilenmeyen, siyah son kat kaplamadır. Bu kaplama son derece elastik olup, genellikle düz durumdayken kaplanıp daha sonra zor şekillendirme işlemlerine tabi tutulması gereken yağ soğutucusu boruları, enjeksiyon boruları v.b. için kullanılmaktadır. Burada da, zemin olarak esnek bir çinko kaplama tercih edilen Dubleks Sistem söz konusudur. DELTA ®- FLEX S, Savurma kaplama veya elektrostatik püskürtme yöntemiyle tatbik edilmektedir. Pas dayanıklılığını önemli ölçüne iyileştirmek için ve bükülme yüküne karşı, ara tabaka olarak pasive edilmelidir. 8- 10 mm çapında boruyu, kaplamaya zarar vermeden, 25 mm yarı çapında bükmek mümkündür.

Resim 5.8. Düz durumda kaplanan ve sonra bükülmüş olarak monte edilen borular:
Çinko + Yapıştırıcı + DELTA-FLEX S
DELTA-PROTEKT ® VH 300, madde 4.2'de çinko lamel kaplamalar ile ilgili açıklanmış olan uygulama yöntemleri ile aynı şekilde tatbik edilebilir. Aşağıdaki uygulama yöntemleri mümkündür:
• Daldırma santrifüj yöntemi
• Daldırma yöntemi
• Savurma (Spincoating) yöntemi
• Elektrostatik püskürtme yöntemi
İstenen koruyuculuğu sağlamak için sadece ince bir tabaka yeterlidir. İki kat kaplama mümkün değildir.
DELTA-PROTEKT ® VH 300, madde 4.2'de çinko lamel kaplamalar ile ilgili açıklanmış olan uygulama yöntemleri ile aynı şekilde tatbik edilebilir. Aşağıdaki uygulama yöntemleri mümkündür:
• Daldırma santrifüj yöntemi
• Daldırma yöntemi
• Savurma (Spincoating) yöntemi
• Elektrostatik püskürtme yöntemi
İstenen koruyuculuğu sağlamak için sadece ince bir tabaka yeterlidir. İki kat kaplama mümkün değildir.
DELTA-PROTEKT ® VH 300, madde 4.2'de çinko lamel kaplamalar ile ilgili açıklanmış olan uygulama yöntemleri ile aynı şekilde tatbik edilebilir. Aşağıdaki uygulama yöntemleri mümkündür:
• Daldırma santrifüj yöntemi
• Daldırma yöntemi
• Savurma (Spincoating) yöntemi
• Elektrostatik püskürtme yöntemi
İstenen koruyuculuğu sağlamak için sadece ince bir tabaka yeterlidir. İki kat kaplama mümkün değildir.
DELTA-PROTEKT ® VH 300, bantlı veya sepetli fırınlarda, 125- 200°C arasındaki sıcaklıklarda 15-20 dakikalığına fırınlanmalıdır. Fırınlama işleminden önce suyun buharlaşabilmesi için bir ön ısıtma aşaması gerekmektedir.
Pasive edilmiş veya kromatlanmış çinko veya çinko alaşımları üzerine gelen kaplamadır.(Topcoat)
Deltacoll ® ürünleri, titan- ve silisyum bileşenlerinden oluşan patentli Ewald Dörken AG ürünleridir. Bir otomobil üreticisi, yıllar önce Dörken firmasından pasive edilmiş/kromatlanmış çinko tabakalar üzerine bir mühür tabakası geliştirilmesi için talepte bulunmuştur. Kaplamanın, aşağıdaki şartları sağlaması öngörülmüştür:
• DIN 50021 SS testinde 120 saat çinkonun oksitlenmemesi 360 saatte de kırmızı pas görülmemesi istenmiştir.
• Pasive edilmiş galvanize saf çinko tabakaların, sıcaklığa dayanıklılığının
150 0 C'ye yükseltilmesi ve entegre kaydırma maddeleri sayesinde daha yüksek
sabit sürtünme değerlerinin sağlanması.
• Genel olarak krom(VI)'sız olduğunun garantilenmesi
• Renklendirme (renk tonları: siyah ve şeffaf)
• Aşınma dayanıklılıklarının iyileştirilmesi
• İnce kaplama kalınlığı
Dörken firması, şu anda suyla inceltilebilir ve Deltacoll ® ‘den sonra geliştirilen müteakip ürünleri piyasaya sürme hazırlığındadır. Bu ürünler, DELTA-PROTEKT ® VH 350 ve
VH 351 GZ veya VH 352 GZ (GZ, yağlama maddesi katkısı) adı altında satışa sunulacaktır.
Hem Deltacoll ® , hem de DELTA-PROTEKT ® VH 350 için Zn, ZnFe ve ZnNi gibi galvanik zeminlerin üzerine, bir konversiyon tabakası ile tatbik edilebilir. Deltacoll ® ve DELTA-PROTEKT ® VH 350'de olduğu gibi, gelecekte konversiyon tabakaları da krom(VI)'sız olacaktır. Bunun için kalın tabaka pasivasyon, mavi pasivasyon, siyah pasivasyon, fosfatlama v.b. işlemleri uygulanacaktır.
Bunların yanısıra, Deltacoll ® alüminyum üzerinde, DELTA-PROTEKT ® VH 350 ise alüminyum ve paslanmaz çelik üzerinde test edilmiş ve olumlu sonuçlar alınmıştır.
DELTACOLL ® veya DELTA-PROTEKT ® VH 350, Dörken firmasına ait ürünlere ilişkin şu ana kadar tanımlanan ürünler için olduğu gibi, aynı uygulama yöntemleri ile tatbik edilebilir.
• Daldırma santrifüj yöntemi
• Daldırma yöntemi
• Savurma (Spincoating) yöntemi
• Elektrostatik püskürtme yöntemi
Hem Deltacoll ® , hem de DELTA-PROTEKT ® VH 350 için Zn, ZnFe ve ZnNi gibi galvanik zeminlerin üzerine, bir konversiyon tabakası ile tatbik edilebilir. Deltacoll ® ve DELTA-PROTEKT ® VH 350'de olduğu gibi, gelecekte konversiyon tabakaları da krom(VI)'sız olacaktır. Bunun için kalın tabaka pasivasyon, mavi pasivasyon, siyah pasivasyon, fosfatlama v.b. işlemleri uygulanacaktır.
Bunların yanısıra, Deltacoll ® alüminyum üzerinde, DELTA-PROTEKT ® VH 350 ise alüminyum ve paslanmaz çelik üzerinde test edilmiş ve olumlu sonuçlar alınmıştır.
DELTACOLL ® veya DELTA-PROTEKT ® VH 350, Dörken firmasına ait ürünlere ilişkin şu ana kadar tanımlanan ürünler için olduğu gibi, aynı uygulama yöntemleri ile tatbik edilebilir.
• Daldırma santrifüj yöntemi
• Daldırma yöntemi
• Savurma (Spincoating) yöntemi
• Elektrostatik püskürtme yöntemi
Kaplama işleminden sonra, 125 0 C ile 200 0 C malzeme sıcaklığında 15 dakika fırınlanır.
Fırınlama prosesinde çözelti maddelerinin buharlaşmasından sonra, inorganik bir kuru film tabakası meydana gelir.
Kaplama işlemi, tek katlı- veya çok katlı kaplama yöntemi ile gerçekleştirilir.
Opel kuruluşunda, hem DELTACOLL ® , hem de DELTA-PROTEKT ® VH 352 GZ,
< M6 cıvatalar ve somunlar için çinko kaplama üzerine sonkat olarak kullanılmaktadır. Çünkü bu malzemelerde kaplamanın tatbik edilebilmesi için az bir yer mevcuttur. Galvanik kaplama dişin zeminini ve somun dişini ince kaplar, bu durum mühürleme ürününde tam tersine olduğundan birbirlerini tamamlarlar.
Fosfatlanmış ve akabinde Deltacoll ® ile kaplanmış olan çinko, “Titan görünümünü” (Titan Look) sergilemektedir ki, bu da bir şanzıman kapağı için tasarımcılar tarafından belirlenmiştir (Resim 7.4).
Volvo ve Scania kuruluşlarında, M14'e kadar olan dişli parçalar ile gerçekleştirilen testler de, pas önleme sonuçları açısından ZnFe üzerinde iyi sonuçlar vermiştir. Dolayısıyla Deltacoll ® ve suyla inceltilebilir alternatifler gelecekte de sözkonusu ölçümler için kullanılabilecektir.

Resim 7.4 “ Titan görünümünde” şanzıman kapağı
ISO 10 683 Bağlantı elemanları –
Elektrolitik olmayan çinko lamelli kaplama standardı
Bağlantı elemanları çinko lamelli sistemle kaplandıklarında ISO 10 683 normunda gösterildiği gibi kontrol edilip kabul edilirler.
Standart, kaplama kalınlığı, paslanmaya karşı mekanik ve fiziksel özelliklerin sınırlarını belirlemektedir. Bu standart aynı zamanda kromatlı veya kromatsız kaplamalarıda kapsamaktadır.